


 お買上げ金額9,000円(税抜)以上で
お買上げ金額9,000円(税抜)以上で

 醤油の仕込み、搾り体験を通して、MY醤油をお楽しみいただけます。
醤油の仕込み、搾り体験を通して、MY醤油をお楽しみいただけます。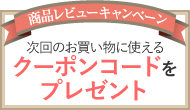



 みどり市の観光は"観光ガイドの会"を
みどり市の観光は"観光ガイドの会"を

-


2018年リニューアルした
大間々工場 -


醤油麹を円盤室で3日間寝かせます。
蒸した大豆と炒った小麦に種麹を混ぜて、室の中で醤油麹を作ります。 -

醤油麹と塩水を木桶に仕込みます。この状態を諸味といいます。
-

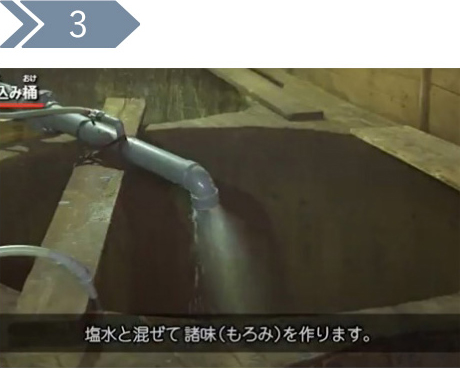
約1年間発酵熟成させます。
-


職人が櫂入れを行い、諸味に酸素を入れ発酵を促します。
発酵を促すためにたびたび職人が櫂入れをおこないます。 -


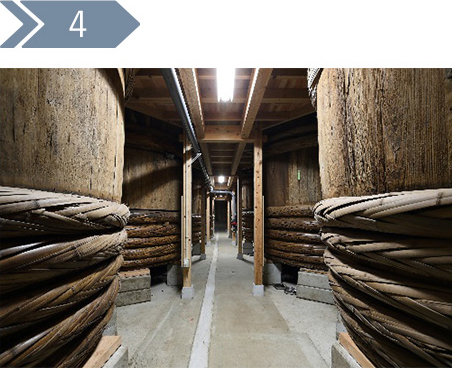
出来上がった諸味を舟(ふね)と呼ばれる圧搾機で諸味を搾ります。
-

二日間かけて圧搾して滴ってきたものを「生揚げ」と呼びます。「生揚げ」を火入れ・清澄して醤油になります。
-


ビンやペットボトルに充填し、ラベルを貼り、完成です。


濃口醤油
なじみのある濃口醤油(こいくちしょうゆ)ですが、香りが良く、旨味と塩味のバランスがとれているのが特徴です。
原料の大豆のほかに、小麦を利用している為、発酵(はっこう)が盛んになり、香り成分の生成量(せいせいりょう)が多く、これにより魚の臭み(くさ)消しに効果的であり、味付け以外の効能も持つ調味料です。
煮物などの和食は勿論の事、カレーなどの洋食やケーキなどの洋菓子の隠し味など変わった使い方が出来る調味料界(ちょうみりょうかい)のユーティリティープレーヤーです。
淡口醤油
淡口醤油(うすくちしょうゆ)は、関西などの西日本側では最もポピュラーな醤油で、色が薄く、香りは濃口醤油同様に良く、塩味(えんみ)が強いのが特徴です。
原料は濃口醤油と同じですが、塩が多く入っている為、塩辛さがありそうにも思われますが、意外と角が取れており、旨味も相まって非常に上品な味付けをすることが出来ます。
その為、少量でも味の土台を作りやすく、色が薄いことから煮込んでも素材の色を殺さずに調理することが出来ます。
だしの出る食材と非常に合いやすく、魚介系のだしが出るアクアパッツァや、野菜の旨みと牛肉のだしが出るポトフなどに塩の代わりとして加えると味がばっちり決まります。
再仕込み醤油
深みのある色が特徴の再仕込み醤油(さいしこみしょうゆ)は、山口県発祥です。
淡口醤油とは打って変わって、色がものすごく濃い醤油です。
ただし、塩分は濃口と同じくらいです。原料は濃口醤油同様ですが、食塩水ではなく、一度作った濃口醤油で仕込むことにより、塩分はそのままでうまみ成分が濃縮されており、濃厚な味わいが特徴です。
旨味が強いという点においては煮物などに使えますが、色が濃すぎるので、野菜などの煮物に少し不向きです。
しかし、煮魚にすると、臭みもとることが出来、魚のうまみをさらに底上げしてくれるため、非常にお勧めです。
また、乳製品との相性も良く、チーズなどに少し垂らして食べるのもおすすめです。
普段お目にかからない物だと思いますが、是非とも使っていただきたい一品です。
余談ですが、我が社の売店に売っている醤油ソフトクリームの醤油はこの再仕込み醤油を使用しています。ぜひ食べにいらしてください。
溜まり醤油
醤油の祖先とも呼ばれている溜まり醤油(たまりしょうゆ)です。
主に東海地方で使われる醤油で、5種類の醤油の中で最も色が濃く、粘度(ねんど)のある醤油です。
原料は大豆のみで、味は濃厚な旨味と塩味、溜まり独特の香りを持つのが特徴を持っています。
この醤油の旨味は非常に強く、色さえ気にしなければ、煮物で使うのには最高に適しています。
気になるようであれば、あまり色が気にすることが無い、つくだ煮や、大和煮と言ったものがお勧めです。
この醤油の旨みをさらに感じやすくするなら、牛肉や、マグロと言った赤身の肉が相性抜群です。
白醤油
白醤油(しろしょうゆ)は、愛知県で生まれ、その周辺地域がメインで使われるために、関東の一般家庭では中々普及されることがあまり無いのですが、実は意外と我々の食生活に関わっている醤油です。
例えば白だしなどの液体ダシや、煎餅やスナック菓子にも入っています。
そんな白醤油の特徴は、なんと言っても原料を小麦がメインであることです(多少大豆も入っています)。ほかの醤油とは違い、色が殆んどついておらず、甘い香りがする醤油で、大分淡白な味がします。
そのため、かけたり付けたりする醤油と違い、調理での使用が殆どです。
色の薄い淡口醤油と違う点としては、濃口醤油寄りの塩分と殆んど色がついていないところです。
素材の自然な色を際立てる他、味の淡白さが素材の旨みを引き立たせてくれます。
主に和食で使われることが多く、茶椀蒸し、煮物(大根・カブなどの根菜類がお勧めです)、お吸い物、漬物などに使うと良いです。
3日麹(こうじ)
醤油造りに使う麹菌は湿度が高い暖かい場所を好み、30℃前後の温度で湿度はなんと100%に近い環境で造っています!
また麹菌の胞子が発芽して大豆や小麦に菌糸が生えてくると空気の通りが悪くなって呼吸がしにくい状態になります。
この状態ででる呼吸熱によって麹が発熱してくるので、タイミングを見計らって固まった麹を機械でほぐし、通気をよくします。
この操作を「手入れ」と呼び、約45時間かけて造る中で2回行ないます。
作業開始から足かけ3日間かかるという意味で「3日麹(こうじ)」と呼んでいます。
寒仕込
天然醸造に寒仕込は欠かせません。寒い時期に仕込み、塩分で雑菌を抑え終わった頃、気温が上昇し、醤油造りに有用な菌が動き始めます。その為、寒中の方が良い麹が出来ると昔から云われています。
寒い日が続きますが、美味しい醤油を造るために頑張って醤油麹を仕込んでいます。
熟成
「熟成」 夏の暑い時期を過ぎると主発酵酵母による発酵も収まってきます。
この時点の諸味から搾った液汁は、ほぼ醤油と呼べる状態のものですが、弊社ではこの後、熟成期間を長くとることにしています。
後熟酵母(こうじゅくこうぼ)の働きで造られる芳香成分によりしょうゆの特徴が決まります。
しかし、しょうゆ造りに有用な他の菌と比べると後熟酵母の増殖は遅いため、木桶に棲みついている全ての菌を十分に働かせるには、熟成期間を長くとり、後熟酵母の増殖と働きを待つ必要がります。
又、熟成期間を長くとるほど、しょうゆはガツンとくる強い塩辛さが和らぎ、舌触りのよい穏やかな塩辛さとなっていく塩慣れと呼ばれる現象が起きます。
これは、塩化ナトリウム(食塩)の塩素とナトリウムがそれぞれ別の化合物に徐々に変化していくためと言われています。
このような理由により、芳香成分の生成と塩慣れを目的として、「木桶でじっくり発酵熟成」させることが弊社のしょうゆの特徴です。
春の微生物の働き
木桶に仕込んだ諸味の中の微生物たちの働きが活発になってくる頃ともいえます。
今回は、どんな働きを諸味の中でしているのかをお話させていただきます。
おしょうゆが「おいしい」と舌で感じるために醤油を造る工程で3種類の微生物がそれぞれの
大きな役割をはたし、色、味、香りのバランスをとっています。
1つ目は麹菌。原料の大豆や小麦のたんぱく質、でんぷん、大豆の脂肪などをゆっくりと穏やかに分解する酸素を作り出す役目を持っています。
麹菌は、醤油のうま味や甘味、色の元になる基本的な成分を造り出す役割を持った微生物です。
2つ目は乳酸菌。乳酸菌は麹菌(酵素)が造りだしたぶどう糖などを原料に乳酸や酢酸等の有機酸を造り、諸味を弱酸性にするとともにしょうゆに深みを与え、香りを引き立てる役割を持っています。
3つ目は、酵母です。酵母にはタイプの違った2種類(主醗酵酵母、熟成酵母)があり、いずれもぶどう糖からアルコール類や、これぞ醤油の香りだ!!と言われており花や果物の香り、ウィスキーやコーヒーの香りなど300種類もの香り成分が含まれているのです。これらの香り成分は酵母によって造られていたのです。酵母すごいですよね。
醤油の香り
気温が下がってくると諸味の発酵も落ち着いてきます。諸味の香りも、発酵する前の麹臭は無くなってきて大分醤油の香りになってきました。
醤油の独特の香りは、もろみが発酵、熟成されることによって造られていきます。
そして皆様ご存知でしょうか?香気成分には花の香り、果実の香り、肉の香り等があり種類にして約300種類以上もの香気成分が含まれています。
弊社の醤油は木桶で造るため、木の中に住み付いた麹、酵母(蔵付き酵母)により弊社独自の香りを造っています。
木桶でじっくり発酵熟成させた醤油の香りを楽しんでいただきたいと思います。
発酵
発酵とは、微生物の活動が人間にとって有益に作用することです(逆に、不利益をもたらすことを腐敗といいます)。
醤油の場合の発酵とは、乳酸菌や酵母などの各種菌類の働きにより醤油独特の風味を醸すことをいいますが、中でも特に重要な働きをするのが主発酵酵母、後熟酵母(こうじゅくこうぼ)と呼ばれる一群です。
酵母は、小麦に含まれる炭水化物が分解されたブドウ糖をエネルギー源として増殖しますが、この時、副産物としてアルコールと二酸化炭素、そして各種芳香成分を生じます。
まず、もろみが湧き上がってくる頃から主発酵酵母が働き始め、盛んにアルコールを生成します。
この時、同時に生じる二酸化炭素のガスにより、もろみの表面には沸騰した時のような気泡が生じ、もろみ蔵の中で耳を澄ますとプチプチと気泡のはじける音が聞こえてきます。
ここで生じたアルコールは醤油の腐敗防止に役立ち、又、芳香成分を抱き込んで蒸発するので、醤油の芳ばしくさわやかな香りを運びます。
後熟酵母は主発酵酵母の後に働きます。この発酵はおだやかなもので主発酵酵母の発酵と違い外観からは発酵が進んでいるか分かりません。
しかし、後熟酵母により生じる芳香成分は300種類にも及び、この芳香成分の生じ方の違いが醤油メーカー毎に風味が異なる原因の一つでもある重要な働きです。
後熟酵母の働いている期間のことを熟成期間と呼んでいますが、木桶で長期熟成させることで独特の風味を付与させるのが弊社の醤油の特徴となっています。発酵は一生懸命おいしい醤油になるための準備なのです。
木桶について
もろみ(醤油)は木桶で造っています。
四季の気温の変化に任せる天然醸造の製法を続けているため、発酵・熟成に約1年半と長い時間がかかります。
昔からの製法を守り続ける弊社の醤油造りでは、職人達の長年の経験と勘が大変重要になってきます。
古来より醤油は微生物である「乳酸菌」や「酵母」を添加しない方法で造られますが、木桶を使うことによって「蔵」(醸造場所)や「桶」に微生物が生育し、醤油にとって心地よい環境を与える中で醤油を造ることが出来ます。
弊社では100年以上支え続けてくれている木桶を使い、今もなおじっくりと蔵の中で醸造しております。
湧き上がり
暑くなってくると、もろみの発酵が盛んになり始めます。
木桶をのぞいてみると、もろみが盛り上がっている所があちこち見られます。
これは「湧き上がり」と言って、もろみが盛り上がってくる現象です。
醤油を作る麹菌、酵母が増殖する時に排出する炭酸ガス等の気泡により浮力が大きくなる為、塩水の上に大豆や小麦の固形分が浮き上がてくる状態です。湧き上がった状態のままでは酸素等がいかず発酵が順調に進まないので、固形分と塩水を混ぜて馴染ませる攪拌作業が頻繁に行われるようになります。
そこで蔵人達の登場です!!
蔵人による撹拌作業によって固形分と塩水を馴染ませています。
いい醤油になるように心を込めて職人たちが皆様のもろみを撹拌しているので楽しみにしていてください。
攪拌
7月から8月頃は、仕込んだもろみの発酵が盛んな時期です。
「攪拌」 仕込み作業が一段落したこの時期、職人たちは連日もろみの攪拌作業に追われます。
攪拌とは、湧き上がって固形物と塩水が分離してしまったもろみを混ぜ合わせて馴染ませ、固形物が塩水に溶けるのを助ける作業です。
また、混ぜる時にもろみに空気を取り込ませるようにすることで、酵母の増殖に必要な酸素をもろみに補給することもできます。
この為、この時期のもろみは空気を多く含んだふっくらと柔らかい状態となっています。
尚、発酵が終わった後の熟成期間中にも攪拌が行われますが、この時の攪拌はもろみの表面に生じる産膜酵母をもろみ中に混ぜてやることが目的です。
強く攪拌するともろみが粘ってしまうので、穏やかに攪拌する必要があります。
夏の蔵は、発酵期特有のプチプチという雨音の様なハーモニーを醸し出しています。
この様に一口に攪拌作業といっても、発酵熟成の進み具合やもろみの状態を見ながら、その時々に応じた強弱をつけて行われます。



